Weitong Composite Leads with Cutting-Edge Woven Roving Technology
Selecting the correct fiberglass reinforcement is a structural engineering decision, not merely a purchasing choice. In composite manufacturing, the difference between Fiberglass Stitched Mat and Chopped Strand Mat (CSM) can determine laminate strength, resin efficiency, fatigue resistance, and long-term durability.
After decades of working with fiberglass reinforcement systems across marine, transportation, wind energy, and industrial equipment sectors, one conclusion is consistent: Fiberglass Stitched Mat should be selected when mechanical performance, infusion reliability, and structural stability are priorities.
Below is a technical, application-driven explanation of when stitched mat outperforms chopped strand mat.
The fundamental distinction lies in how the fibers are held together.
Chopped Strand Mat consists of randomly distributed glass fibers bonded with either powder or emulsion binder. During lamination with polyester or vinyl ester resin, this binder dissolves, allowing the fibers to conform to mold geometry. While this structure offers isotropic reinforcement, it also introduces variability in fiber distribution and mechanical efficiency.
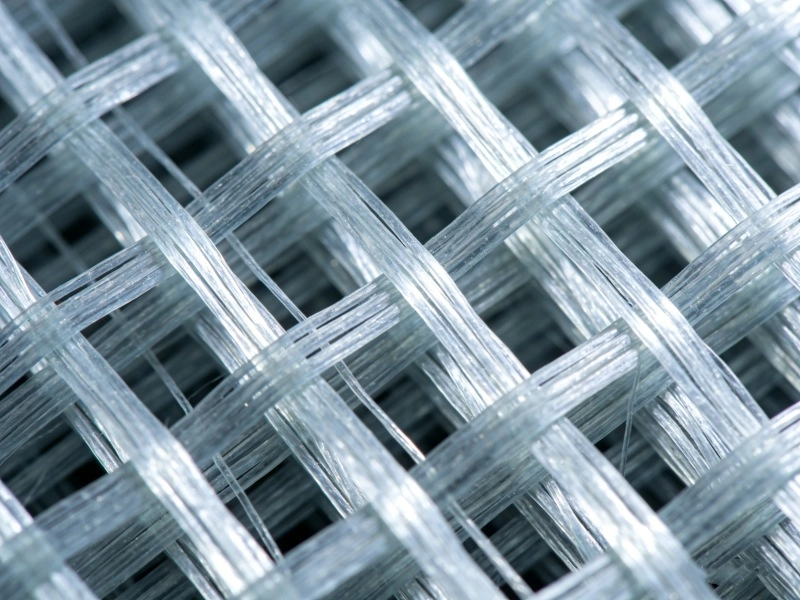
Fiberglass Stitched Mat, by contrast, uses mechanical stitching to hold continuous chopped strands together. There is no chemical binder interfering with resin systems. The stitched yarn stabilizes the fiber network, maintaining structural coherence during handling and lay-up.
This difference directly affects laminate behavior:
• Stitched mat maintains fiber integrity under stress.
• Load transfer between fibers is more efficient.
• Interlaminar bonding is improved.
• Risk of fiber wash or movement during infusion is reduced.
When higher structural consistency and predictable mechanical performance are required, stitch-bonded reinforcement provides a clear advantage.
Closed-mold manufacturing methods such as Vacuum Infusion and Resin Transfer Molding demand high permeability and uniform resin flow. Any restriction in flow channels can lead to voids, dry spots, or incomplete wet-out.
In chopped strand mat, the binder partially obstructs resin pathways before full dissolution. This can slow infusion speed and increase the likelihood of porosity, particularly in thick laminate stacks.
Fiberglass Stitched Mat performs significantly better in these environments. Its open architecture and absence of binder create consistent permeability. Resin flows more evenly through the reinforcement, reducing infusion time and improving laminate consolidation.
For large composite components such as marine hulls, structural panels, wind turbine covers, and industrial tanks, stitched mat enhances process reliability. Reduced void content translates directly into improved mechanical properties and lower rejection rates.
If your production process relies on vacuum infusion or RTM, Fiberglass Stitched Mat is generally the more technically appropriate reinforcement.
In structural composite applications, fiber architecture directly influences tensile strength, interlaminar shear strength, and fatigue performance.
Chopped Strand Mat distributes fibers randomly. While this provides uniform reinforcement in multiple directions, it does not optimize load paths. Under cyclic loading, microcracking and delamination may initiate more easily.
Fiberglass Stitched Mat improves structural efficiency by stabilizing fiber placement. The stitched construction enhances load transfer across the laminate thickness and reduces the likelihood of fiber separation under stress.
Compared with CSM, stitched mat typically offers:
• Higher tensile performance
• Improved delamination resistance
• Better fatigue durability
• More stable laminate thickness
For applications subjected to dynamic loading—such as transportation components, marine structures, or industrial housings—stitched mat contributes to longer service life and greater damage tolerance.
When structural integrity outweighs surface finish considerations, stitched reinforcement should be prioritized.
Resin-to-fiber ratio plays a decisive role in composite performance. Excess resin increases weight, cost, and shrinkage without improving strength. In many cases, mechanical properties are governed more by fiber volume fraction than by resin content.
Chopped Strand Mat generally absorbs more resin due to its loose fiber distribution and binder presence. Higher resin demand increases overall laminate weight and material cost.
Fiberglass Stitched Mat, with its more compact and stabilized structure, enables improved fiber packing efficiency. This typically results in lower resin uptake and a higher fiber volume fraction. Even small reductions in resin consumption can produce significant savings in large-scale manufacturing.
In industries where weight reduction is critical—such as transport vehicles or energy equipment—stitched mat contributes to better strength-to-weight ratios and improved cost efficiency over the product lifecycle.
Experienced composite engineers rarely rely on a single reinforcement type throughout the laminate.
Instead of viewing Fiberglass Stitched Mat and Chopped Strand Mat as mutually exclusive options, many manufacturers adopt a hybrid lay-up strategy.
A common configuration involves:
• Using Chopped Strand Mat as the surface layer to improve finish quality and reduce print-through.
• Incorporating Fiberglass Stitched Mat in structural core layers to enhance mechanical performance and reduce resin consumption.
This layered approach balances aesthetics, structural performance, and production efficiency. It is widely applied in boat hull construction, storage tank fabrication, and industrial composite housings.
Hybrid reinforcement design reflects a mature engineering perspective—selecting each material where it performs best rather than relying on tradition or cost alone.