Empowering Precision, Defining Efficiency.






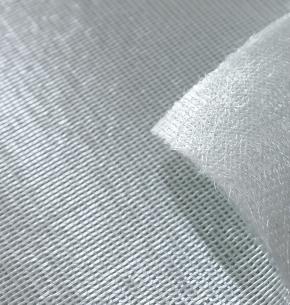
Carbon Fiber RTM Core Mat (Closed Mold Mat CF) is a high-performance reinforcement material made of a synthetic non-woven core, laminated with chopped glass fibers or a mix of chopped glass and multiaxial/woven fabrics. It ensures good resin flow, uniform thickness, and enhanced mechanical strength.
Designed for RTM, vacuum forming, injection molding, and SRIM processes, it is widely used in FRP parts for boats, vehicles, aircraft, and panels, offering strength and weight reduction in one solution.
Swipe or wait — images change automatically.
| Specification | Total weight (gsm) | Deviation(%) | CSM(gsm) | Core(gsm) | CSM(gsm) | Stitching Yarn(gsm) |
| CF150/130/150 | 440 | ±7 | 150 | 130 | 150 | 10 |
| CF300/180/300 | 790 | ±7 | 300 | 180 | 300 | 10 |
| CF450/180/450 | 1090 | ±7 | 450 | 180 | 450 | 10 |
| CF600/250/600 | 1460 | ±7 | 600 | 250 | 600 | 10 |
| CF1100/200/1100 | 2410 | ±7 | 1100 | 200 | 1100 | 10 |
Carbon Fiber RTM Core Mat (also known as Closed Mold Mat CF) is a multilayer reinforcement material composed of a synthetic non-woven core laminated with chopped fiberglass or a hybrid of chopped glass and multiaxial/woven fabrics.
It ensures fast resin wet-out, consistent laminate thickness, and high mechanical performance in structural composite parts.
1. Excellent Resin Flowability – Ensures efficient infusion and air release during RTM or vacuum molding
2. Lightweight Core – Reduces overall part weight without compromising strength
3. Stable Thickness Control – Delivers uniform thickness throughout the molded part
4. Versatile Fabric Combinations – Available with chopped glass, multiaxial, or woven fabric reinforcements
5. Dimensional Stability – Maintains shape and structure under pressure and heat
Resin Transfer Molding (RTM) is a forming technology used to manufacture composite materials. It produces high-strength, high-precision composite parts by injecting liquid resin into dry fiber preforms sandwiched between two molds, where it cures and solidifies. RTM is one of the most commonly used techniques in high-performance composite manufacturing, widely applied in aerospace, automotive, wind power generation, and sports equipment fields.
1. Standard RTM: Resin is injected under pressure into dry fiber prepregs, suitable for most applications.
2. RTM-Light: Similar to standard RTM but with lower mold pressure, ideal for lighter composite products.
3. VARTM (Vacuum-Assisted RTM): Utilizes negative pressure (vacuum) within the mold to aid resin flow, suitable for large-area composite manufacturing, commonly used in the marine and wind power industries.


One roll is wrapped in plastic film and then placed into a carton or a large carton.
Normally, P4 (4 big rolls) or P7 (4 big rolls + 3 small rolls) or 6, 9, or 12 small rolls are packed per pallet horizontally/vertically. It can be customized based on the loading method.
Fiberglass products should be stocked in a dry, cool, and waterproof place. The best condition is with a temperature between 15-35℃, with a relative humidity between 30%-65%. Please keep the product in its original packaging before use, avoiding moisture.



Weitong currently operates over 30 fiberglass weaving machines for producing woven roving, along with various other equipment, including stitched mat machines, multiaxial tricot machines, PP core mat machines, and carding machines. Our annual production capacity reaches 3,000 tons of woven roving, 5,000 tons of stitched mat, 10,000 tons of multiaxial fabrics, 8,000 tons of combo mat, and 2,000 tons of RTM core mat.



Our team has already attended the China(Shanghai) International Composite Exhibition for 9 years, and JEC France, Composites Europe, and JEC Asia several times in France, Germany and Korea.
Backed by a highly skilled team of professional technicians, we have strong capabilities in developing and customizing specialized products to meet diverse customer requirements.